

El uso de bombas de calor está muy extendido en los edificios residenciales, pero no en la industria. En el futuro, las bombas de calor aspiran a ser un elemento clave de la infraestructura energética también en el sector industrial europeo. Para ello ha trabajado el proyecto DryFiciency, demostrando el potencial de recuperación del calor residual de los procesos de secado industrial.

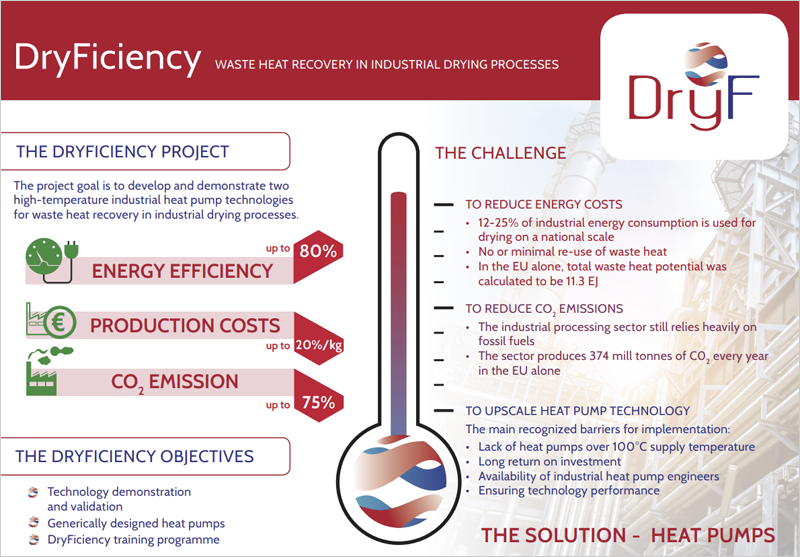
El objetivo del proyecto DryFiciency es llevar a la industria europea intensiva en energía hacia una alta eficiencia energética y a la reducción de las emisiones de carbono mediante la recuperación de calor residual. Liderado por el Instituto Austriaco de Tecnología AIT, DryFiciency es un proyecto financiado por el programa marco de investigación e innovación de Horizonte 2020 con una financiación de cerca de 5 millones de euros. El presupuesto total de la iniciativa suma más de 7 millones. El consorcio está formado por 13 socios, incluidas dos instituciones de investigación, cinco pymes, cinco grandes empresas industriales y una asociación industrial, de cinco países europeos: Austria, Bélgica, Dinamarca, Alemania y Noruega.
Tras cinco años de trabajo, el pasado mes de agosto DryFiciency llegó a su finalización. El objetivo ha sido mejorar la eficiencia energética mediante el diseño, la construcción, las pruebas y la demostración de sistemas de bombas de calor de alta temperatura aplicables a las industrias intensiva en energía, que en la actualidad generan grandes cantidades de calor residual. En varias de estas industrias, la energía y los combustibles representan entre el 20% y el 40% de los costes de producción y producen grandes cantidades de emisiones de CO2.
Bombas de calor industriales de alta temperatura
Las primeras bombas de calor industriales de alta temperatura se probaron en un entorno industrial en tres áreas de aplicación diferentes: Agrana, Wienerberger y Scanship. Los tres pilotos mostraron el uso de bombas de calor como alternativa al gas natural fósil convencional para procesos de secado industrial, ya que estos procesos consumen mucha energía y ofrecen un elevado potencial para aumentar la eficiencia energética con bombas de calor de alta temperatura.

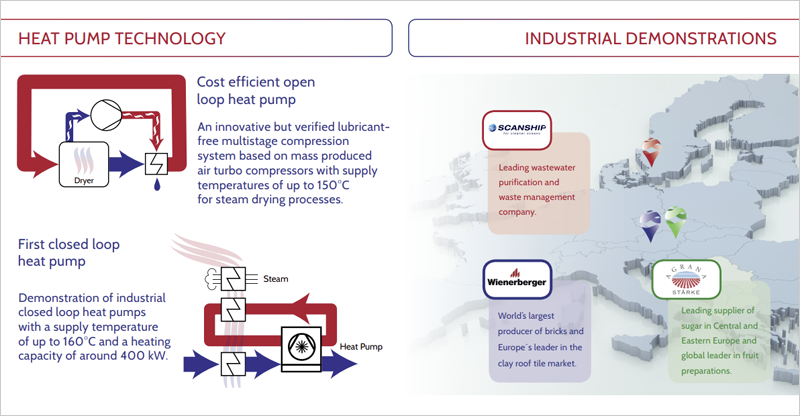
La tecnología desarrollada muestra en las primeras pruebas realizadas en Europa que las bombas de calor pueden proporcionar un calor de proceso de hasta 160 °C. Según los resultados del proyecto, en comparación con el gas natural, las bombas de calor tienen el potencial de aumentar la eficiencia energética hasta en un 80%, reducir las emisiones de CO2 hasta en un 80% y también reducir hasta un 20% los costes de producción.
Con más de 6.500 horas de funcionamiento de equipos en entornos industriales, DryFiciency ha demostrado los beneficios de las bombas de calor de alta temperatura en los procesos industriales. La tecnología desarrollada se puede utilizar en muchos sectores de la industria, como el papel, la alimentación y la química, y puede integrarse en plantas existentes.
Pruebas de demostración en Austria
En la planta de producción de ladrillos de Wienerberger en Uttendorf, Austria, se integró una bomba de calor de alta temperatura de circuito cerrado, que suministra calor para el proceso de secado. Para su fabricación, los ladrillos primero se forman, se secan y después se cuecen. El proceso de secado se lleva a cabo en un secador de túnel continuo. Una bomba de calor accionada térmicamente utiliza el aire caliente del horno y el aire húmedo de escape del secador para suministrar agua caliente a 90 °C para los secadores.


La bomba de calor DryFiciency se coloca encima de la bomba de calor térmica y ofrece aire caliente de hasta 160 °C para la última zona del secador, donde se necesitan temperaturas aún más elevadas. De esta forma, actúa como un amplificador para la bomba de calor accionada térmicamente. Según los últimos datos, ya ha completado más de 3.500 horas de funcionamiento, y se ha demostrado que genera ahorros de energía de hasta el 80% y reducciones en las emisiones de CO2 de alrededor del 80%.

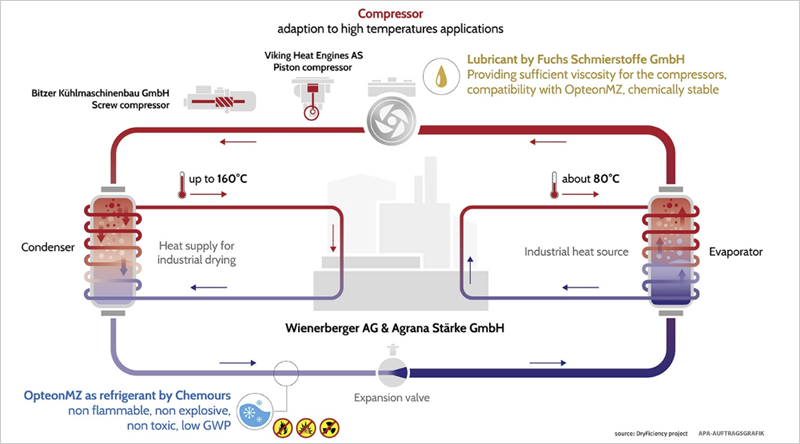
La segunda bomba de calor de alta temperatura de circuito cerrado DryFiciency se ubicó en Agrana, en la fábrica de almidón de trigo en Pischelsdorf (Austria). Agrana es una empresa global en los segmentos de fruta, almidón y azúcar, y se especializa en el procesamiento y refinamiento de materias primas agrícolas. La tecnología de bomba de calor DryFiciency permite temperaturas de hasta 160 °C, necesarias para eliminar el agua en un proceso de secado de almidón de trigo.

El demostrador de DryFiciency en Agrana ha completado más de 3.300 horas de funcionamiento con una potencia calorífica máxima de alrededor de 350 kW. Además, la tecnología desarrollada proporciona hasta el 10% de la demanda de calor del secador, los cálculos internos muestran ahorros de energía anuales de 3.200 MWh y ahorros de CO2 de hasta 600 toneladas por año.
Bomba de calor de circuito abierto en Noruega
El tercer demostrador de DryFiciency, coordinado por la organización de investigación noruega Sintef, es un sistema de bomba de calor de circuito abierto, también conocido como sistema de recompresión mecánica de vapor (MVR), que utiliza agua como refrigerante en los procesos de secado al vapor.


Scanship, con sede en Noruega, produce sistemas avanzados de purificación de aguas residuales y gestión de residuos. Durante esta demostración, procedió al secado de biomasa en la instalación de eliminación de residuos de Lindum cerca de Oslo.

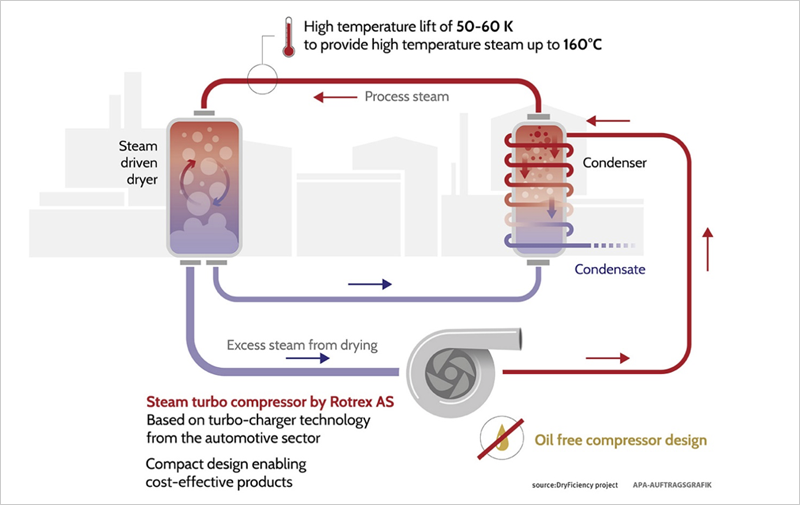
El demostrador noruego muestra mejoras en la eficiencia y capacidad del secador de casi un 100%, al tiempo que reduce el consumo de energía en un 70%. Normalmente, utilizando unos 900.000 kWh de calor para evaporar 1 tonelada de agua, la bomba de calor DryFiciency reduce esto a 300.000 kWh, lo que lo convierte en un proceso altamente sostenible y económicamente viable. Hasta la fecha se han secado más de 100 toneladas de biomasa con el sistema, y actualmente se requieren horas de funcionamiento adicionales para probar aún más la solidez de la tecnología.
Eficiencia energética con el calor residual industrial
Proyectos de investigación como DryFiciency muestran cómo los procesos industriales pueden hacerse más eficientes utilizando el calor residual. Las tres pruebas piloto confirmaron el potencial de las bombas de calor de alta temperatura demostrando que el uso de calor residual industrial ofrece un gran potencial para la eficiencia energética y la reducción de emisiones de CO2.
Al ofrecer tecnología replicable y adaptable tanto para plantas recién construidas como para fábricas existentes, DryFiciency tiene como objetivo allanar el camino para las bombas de calor de alta temperatura en las industrias europeas de uso intensivo de energía. Al combinar fuentes renovables, las bombas de calor facilitan así la descarbonización de los procesos industriales y contribuyen a situar a la industria en el centro de la transición energética de la Unión Europea.